




기어에는 직선 원통형 기어, 나선형 원통형 기어, 베벨 기어, 그리고 오늘 소개할 하이포이드 기어 등 여러 종류가 있습니다.
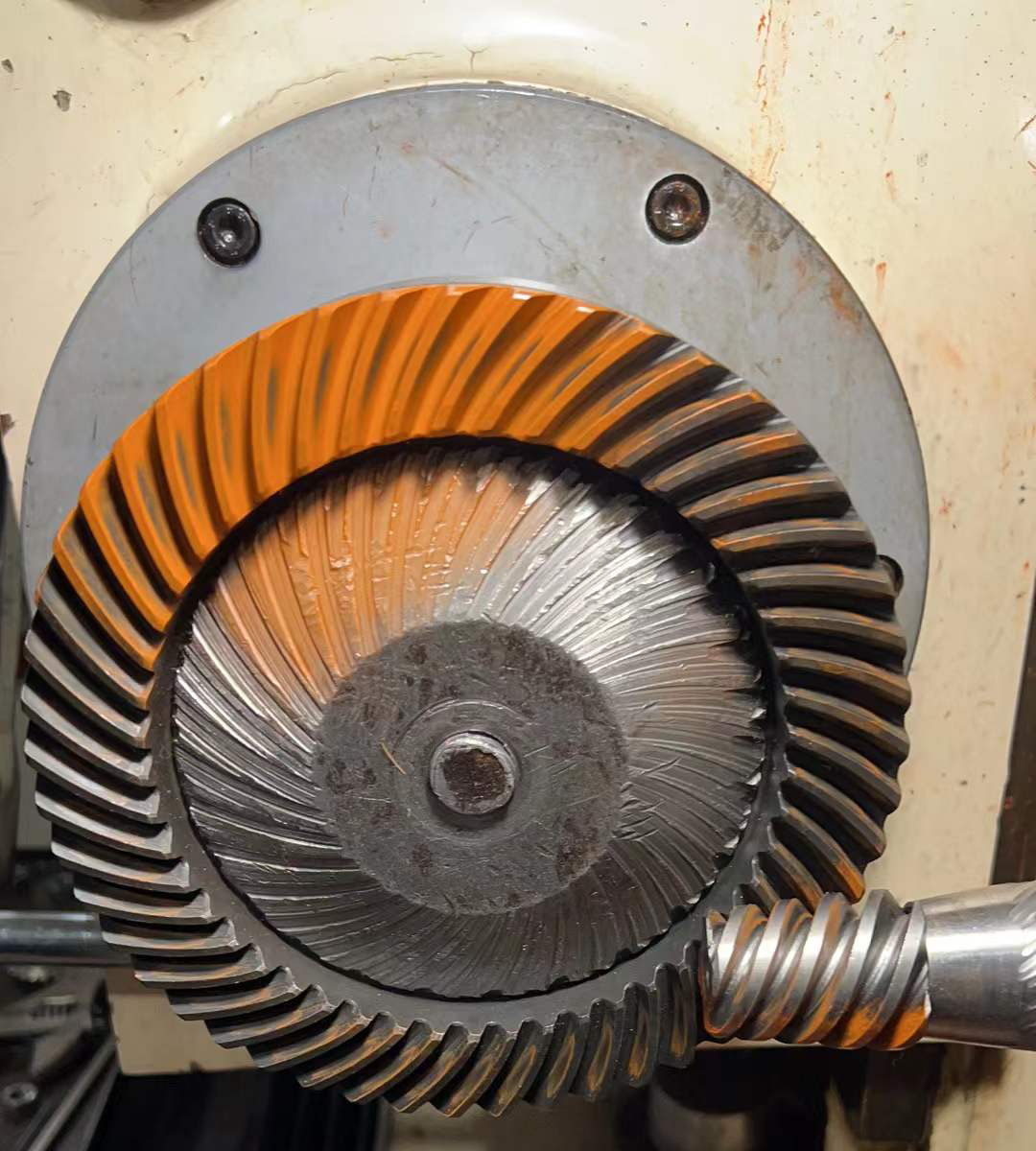
1) 하이포이드 기어의 특징
우선, 하이포이드 기어의 축 각도는 90°이며, 토크 방향을 90°로 바꿀 수 있습니다. 이는 자동차, 항공기, 풍력 발전 산업 등에서 자주 요구되는 각도 변환입니다. 또한, 크기와 톱니 수가 다른 두 개의 기어를 맞물려 토크 증가 및 속도 감소 기능을 테스트하는데, 이를 일반적으로 "토크 증가 및 속도 감소"라고 합니다. 운전 경험이 있는 분, 특히 수동 변속기 차량을 처음 운전할 때 언덕을 오를 때 강사가 저단 기어를 사용하라고 하는 것을 아실 겁니다. 이는 실제로 상대적으로 높은 회전수를 가진 기어를 선택하여 저속에서 더 큰 토크를 발생시켜 차량에 더 큰 동력을 전달하기 위함입니다.
하이포이드 기어의 특징은 무엇인가요?
변속기 토크 각도의 변화
위에서 언급했듯이 토크 출력의 각도 변화를 구현할 수 있습니다.
더 큰 하중을 견딜 수 있음
풍력 발전 산업에서 자동차 산업은 승용차, SUV, 픽업트럭, 트럭, 버스 등과 같은 상용차를 막론하고 더 큰 동력을 제공하기 위해 이러한 유형의 풍력 발전기를 사용할 것입니다.
더욱 안정적인 전송, 저소음
기어 이빨의 좌우측 압력각이 일정하지 않을 수 있으며, 기어 맞물림의 슬라이딩 방향은 이빨 폭과 이빨 프로파일 방향을 따라 이루어집니다. 설계 및 기술을 통해 더 나은 기어 맞물림 위치를 확보할 수 있으므로 전체 변속기가 부하를 받는 동안에도 우수한 NVH 성능을 유지할 수 있습니다.
조절 가능한 오프셋 거리
오프셋 거리 설계 방식이 다르기 때문에 다양한 공간 설계 요구 사항을 충족하는 데 사용할 수 있습니다. 예를 들어 자동차의 경우 차량의 지상고 요구 사항을 충족하고 차량의 통행 능력을 향상시킬 수 있습니다.
2) 하이포이드 기어의 두 가지 가공 방법
준양면 기어는 1925년 글리슨 사에서 처음 소개된 이후 오랜 기간 개발되어 왔습니다. 현재 국내에도 이를 가공할 수 있는 장비가 많지만, 비교적 높은 정밀도와 고급 가공은 주로 해외 장비인 글리슨과 외를리콘에서 담당하고 있습니다. 가공 마무리는 크게 연삭과 절삭 두 가지가 있지만, 절삭 공정에 따른 요구 사항이 다릅니다. 연삭 공정에서는 페이스 밀링을, 절삭 공정에서는 페이스 호빙을 권장합니다.
페이스 밀링 방식으로 가공된 기어는 테이퍼형 이빨을 가지며, 페이스 롤링 방식으로 가공된 기어는 등고위 이빨, 즉 큰 쪽 끝면과 작은 쪽 끝면의 이빨 높이가 같습니다.
일반적인 가공 공정은 대략 예열, 열처리, 그리고 마무리 공정으로 이루어집니다. 페이스 호브 타입의 경우, 가열 후 연삭 및 맞춤 작업이 필요합니다. 일반적으로 함께 연삭된 기어 쌍은 조립 시에도 맞춤 작업을 거쳐야 합니다. 이론적으로는 기어 연삭 기술이 적용된 기어는 맞춤 작업 없이도 사용할 수 있지만, 실제 작동 시에는 조립 오차 및 시스템 변형의 영향을 고려하여 맞춤 작업을 거치는 것이 일반적입니다.
3) 트리플 하이포이드 기어의 설계 및 개발은 특히 작동 조건이나 높은 요구 사항을 충족해야 하는 고급 제품의 경우 더욱 복잡합니다. 이러한 제품들은 기어의 강도, 소음, 전달 효율, 무게 및 크기에 대한 요구 사항이 높기 때문입니다. 따라서 설계 단계에서는 여러 요소를 통합하여 반복적인 과정을 통해 균형점을 찾아야 합니다. 개발 과정에서도 치수 연쇄, 시스템 변형 및 기타 요인의 누적으로 인해 실제 조건에서도 이상적인 성능 수준을 유지할 수 있도록 조립체의 허용 오차 범위 내에서 치형을 조정해야 하는 경우가 많습니다.
게시 시간: 2022년 5월 12일